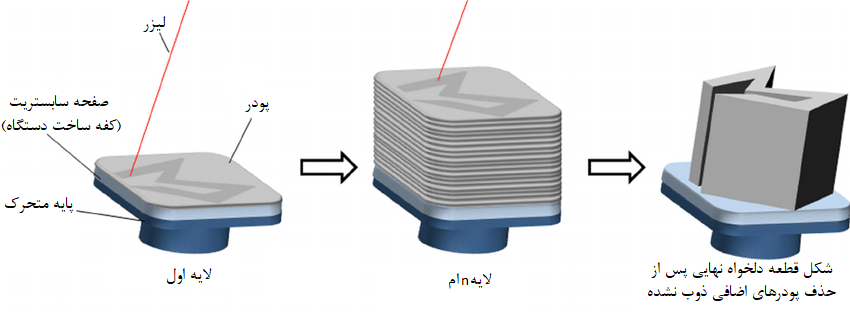
فرآیند SLM مخفف Selective Laser Melting به معنای «ذوب انتخابی لیزر» است. در این فرآیند از یک لیزر برای ذوب پودرهای فلزی و چسباندن آن ها به یکدیگر استفاده می شود. این فرآیند به نحوی است که لیزر در هر لحظه تنها به یک نقطه تابش میکند و موجب ذوب پودر در همان نقطه و سپس انجماد نقطه ذوب شده پس از کمی دور شدن لیزر از آن نقطه می شود. برای اینکه بتوانند با این روش قطعه ای را بسازند لازم است تا در ابتدا طراحی قطعه را در نرم افزارهایی همچون سالیدورکز، کتیا و … انجام دهند. پس از طراحی قطعه به آسانی فایل طراحی شده (با فرمت stl.) را به دستگاه ساخت افزایشی معرفی نموده و باقی امور به عهده دستگاه ساخت افزایشی است. نرم افزار موجود در دستگاه ساخت افزایشی طراحی قطعه را لایه لایه می کند. یعنی مثلا اگر قطعه ای با ارتفاع 2 سانتیمتر داریم و میخواهیم آن را تولید کنیم ابتدا نرم افزار دستگاه ساخت افزایشی این قطعه را به صورت لایه هایی با ضخامت دلخواه مثلا 50 میکرونی تقسیم می کند و بنابراین قطعه شامل 400 لایه با ضخامت 50 میکرون فرض می شود. حال برای ساخت قطعه فقط کافی است که دستگاه این لایه ها را روی یکدیگر بسازد. برای ساخت ابتدا پایین ترین لایه ساخته می شود. برای ساخت لایه ابتدایی، یک لایه پودر بر سطح میز ساخت پخش می شود (بستر پودر)، حال دستگاه شکل لایه اول قطعه را در نظر میگیرد و همان نقاط را توسط اشعه لیزر بر روی پودر پخش شده بر میز ساخت اسکن می نماید، با تابش لیزر به هر نقطه پودر د. همان نقطه ذوب شده و بلافاصله پس از دور شدن اشعه لیزر آن نقطه منجمد می شود و این ذوب شدن پودر ها در هر نقطه و منجمد شدن آن ها باعث میشود تا پودرهای آن لایه ذوب شده و دوباره به صورت جامدی متراکم به هم بچسبند و با این کار یک لایه جامد شکل می گیرد.